Enclosed Conveyor System: Advanced Solution for Bulk Material Transport
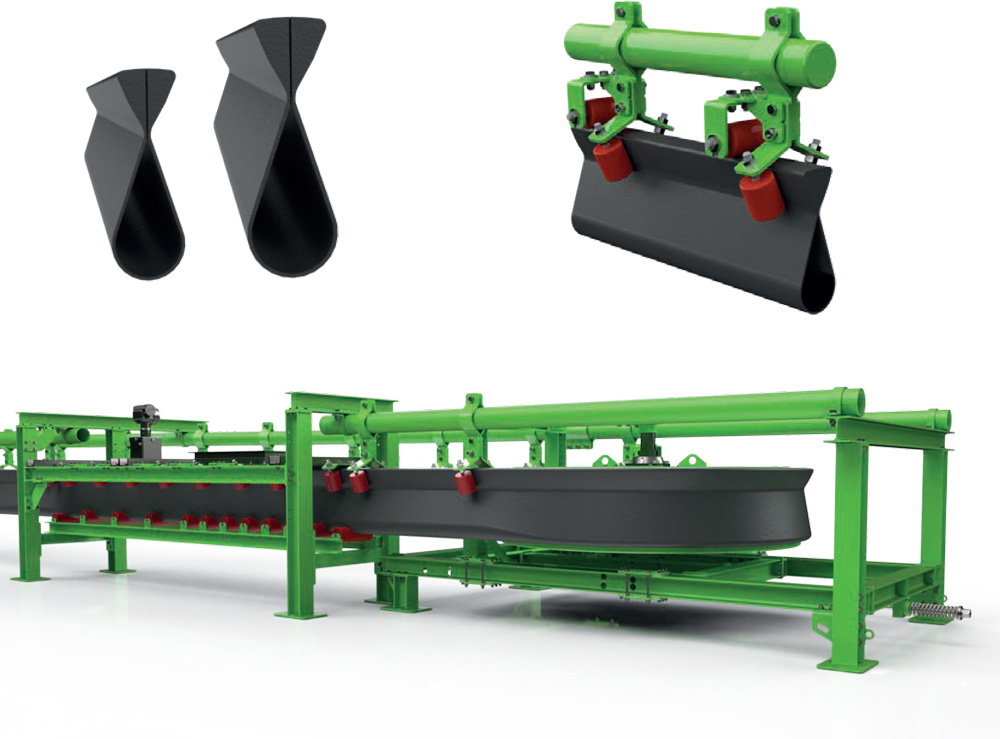
An enclosed conveyor belt system is a unique technology offering an optimal solution for many industries requiring bulk material transport in challenging conditions. This conveyor is characterized by an enclosed design throughout its length, enabling it to handle challenges such as weather, dust, complex conveying, and cost savings.
Advantages of Enclosed Conveyor Belt System
- Weather-protected and dust-free transport
The enclosed system protects the carried material from weather damage and prevents dust emissions, making it ideal for industries requiring clean and efficient transport. - Easy obstacle bypassing
The conveyor design allows it to easily bypass obstacles in its path, including tight turns and vertical or horizontal radii, without requiring additional material transfer points. - Operational cost savings
- Elimination of expensive packaging: The conveyor enables direct material transport without the need for dedicated packaging.
- Reduced cleaning work: Thanks to the closed return flow, there are no bulk material deposits requiring constant cleaning
- Low space and maintenance requirements
- The conveyor takes up minimal space and can overcome steep slopes, both uphill and downhill, while efficiently utilizing space.
- Thanks to the enclosed design, maintenance is minimal, saving time and money over time.
- Environmentally friendly
The system reduces dust and liquid emissions, maintaining a cleaner and safer environment for workers and the external environment. - Distributed drives
Smart distribution of drive forces enables the lightest possible construction of conveyor frames while maintaining stable and reliable operation. - Flexible use and unique possibilities
he conveyor can also be used for material flow in the return stream, enabling dual transport and improving overall process efficiency.
Who is an enclosed conveyor suitable for?
- Food industry: Clean transport of materials like flour, sugar, and grains.
- Cement and concrete industry: Material handling in dusty conditions.
- Mining and quarrying industry: Bulk material transport in harsh environments.
- Chemical industry: Transport of sensitive materials requiring enclosed and controlled conditions.
Why choose our enclosed conveyor system?
- Long-term reliability: Advanced design and quality materials ensure reliable operation for years.
- Customized technical support: Our experts will accompany you at every stage, from planning to installation.
- Environmental friendliness: Solutions that help meet strict environmental regulations.
In conclusion, an enclosed conveyor belt system is an excellent choice for industries requiring an advanced, flexible, and environmentally friendly solution for bulk material transport.
Contact our team for more details and customized planning for your needs!